How are things made? Why are they made the way they are? These two questions intrigue me and to help answer them I visited several factories. This blog documents the manufacturing processes that I observed while providing simple explanations for why things are manufactured the way they are.
Author: divyanshupachisia
Apparel
BlogI visited an apparel factory that specializes in mass producing shirts for men. The process is divided into 8 general stages, which I’ve explained below:
Step 1: The Raw Material
The factory buys rolls of cloth that it then loads onto the machine shown below:

Step 2: Rough, Manual Cutting:
The roll of cloth is then roughly cut manually into smaller, more manageable pieces where individual parts of the shirt are then cut.

Step 3: Printing a template
Each of the parts of the shirt is outlined on a computer to scale. Multiple parts are then combined into one document that gets printed. They are combined on the computer in a way that maximizes the area covered by the parts, to ensure that as little cloth as possible gets wasted. The images below shows the preview on the computer and an industrial printer printing the template.


Step 4: Using the template on cloth to form the parts of the shirt:
Each of the templates is then attached on top of several sheets of cloth that were cut in Step 2 as shown below.

The pieces are then cut using electronic hand-cutters. These cutters come in two varieties:
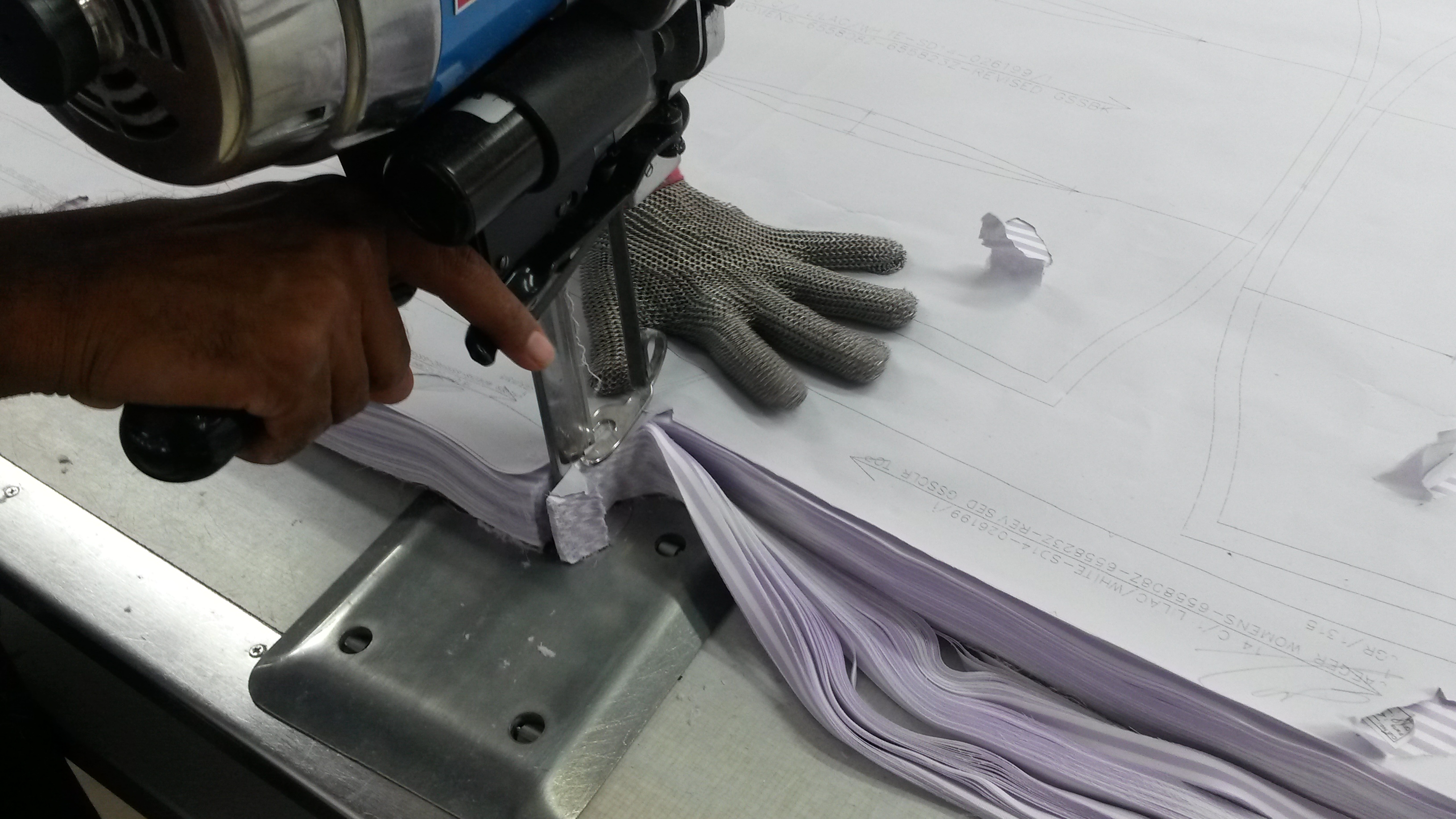
a) A movable clamp and blade. Here, the cloth is not firmly clamped down by the machine and the worker must use his hand to firmly secure the cloth in place. However, the worker can move the cutter. This cutter is not precise as the worker can freely move the blade. It is therefore used to roughly and quickly cut around the lines of bigger pieces as the image below shows.
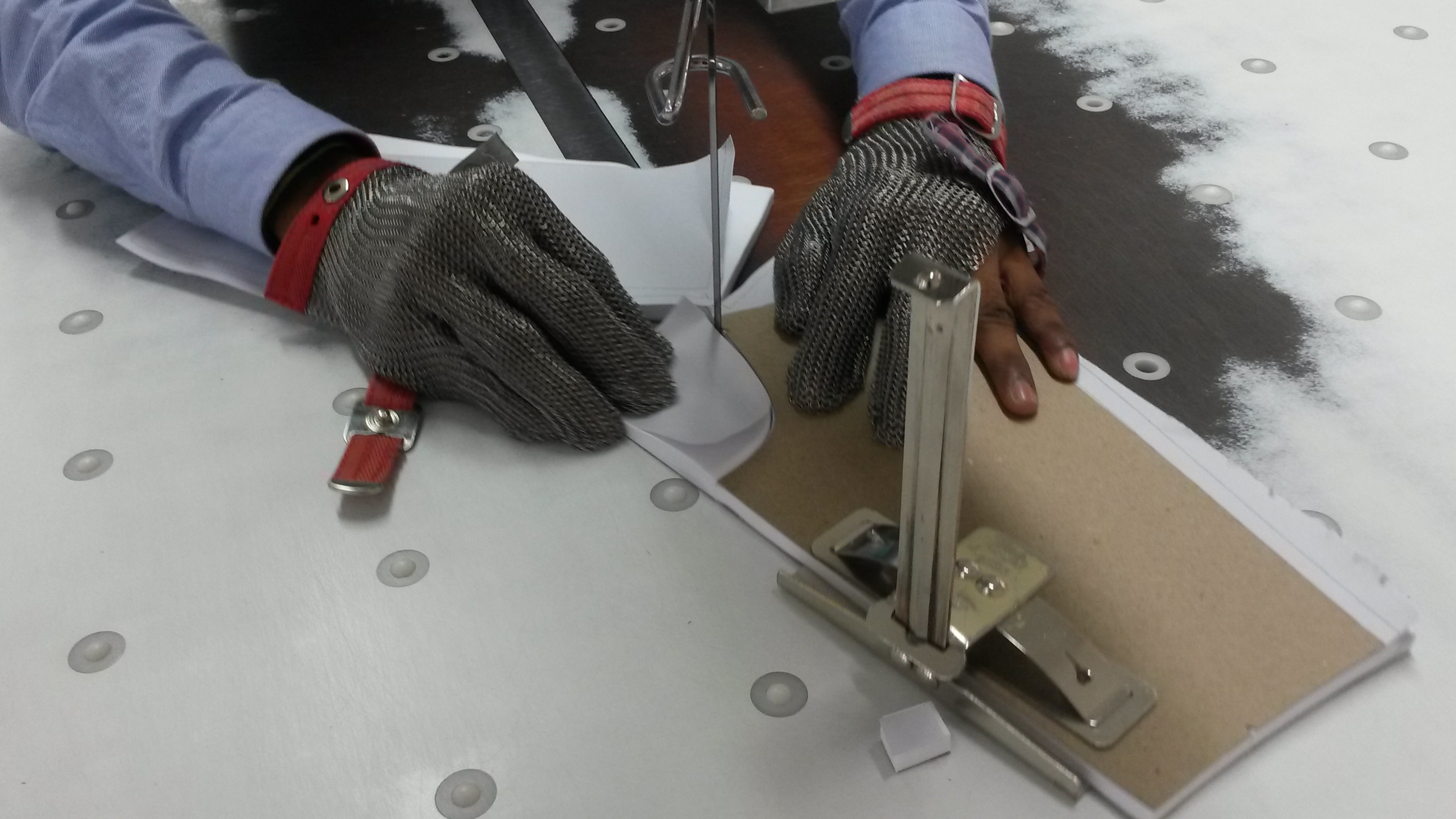
b) A fixed clamp and blade. Here, instead of moving the blade the worker moves the clamped cloth into a blade that runs continuously. This is used for more precise operations with the assistance of a cardboard piece cut out in the same shape as the part that needs to be cut as shown below.
With the help of both of these cutters (each for operations with different levels of precision), multiple copies of the parts of the shirt are cut.
Step 4: Making some parts firmer:
You might have noticed the collar, end of the sleeve and front (where the buttons are) of formal shirts are stiffer than the rest of the shirt in order to prevent wrinkles and give the shirt a more defined shape. This is enabled by combining several pieces of the thin cloth into one thicker piece. Pieces of the cloth are layered on top of each other above a special, heat-resistant paper and sent through a heater.
The heater is set to a particular temperature so that the pieces of cloth melt very, very slightly to bind together. The cloth is not directly placed on the rubber as it would stick to the smooth surface of the rubber. The paper, however, has a rough texture, which means its surface is uneven- this prevents the cloth from sticking to it. Additionally, the paper has a much higher melting point and does not melt even slightly which further prevents it from sticking to the cloth.
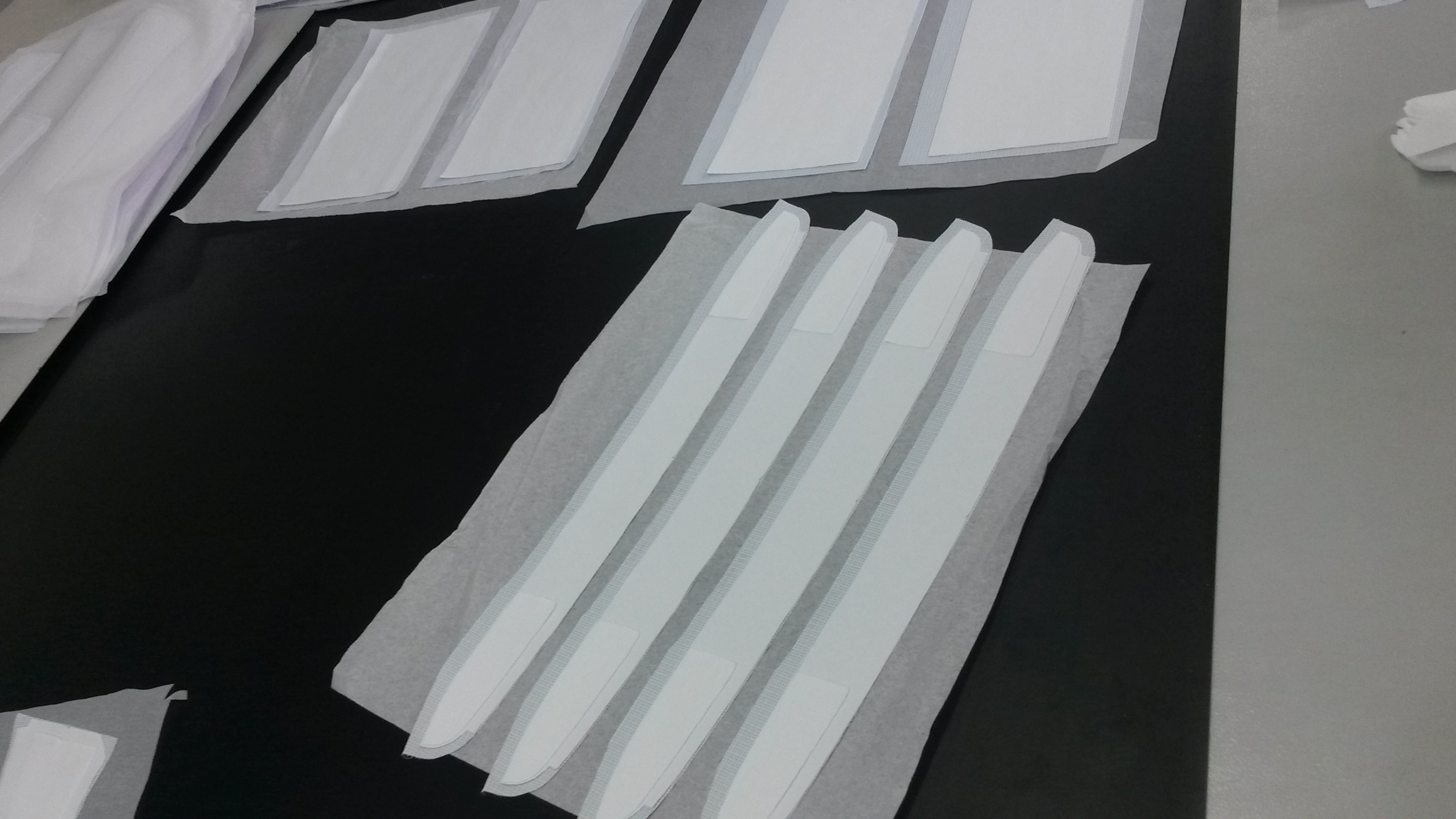
The layers are bound together using a heater to create the firmness that some parts of the shirt require.
Step 5: Stitching the intricate parts
The intricate parts, such as the brand logo is stitched by an automated computer-numerically controlled (CNC) machine. Code is fed into the machine which instructs it to move a particular distance, stay there for a particular amount of time while using one of the input threads. A code is set of each of the brands the company makes shirts for.

The bottom of the CNC is an automated sewing machine with takes the input on thread and continuously stitches it on the cloth.

This is not done by hand, as it would not be as precise or as quick.
Step 6: Stitching the parts together:
Each of the parts (some made firmer, some with the brand name stitched), are brought into an assembly line, with an additional part being added on in each row.

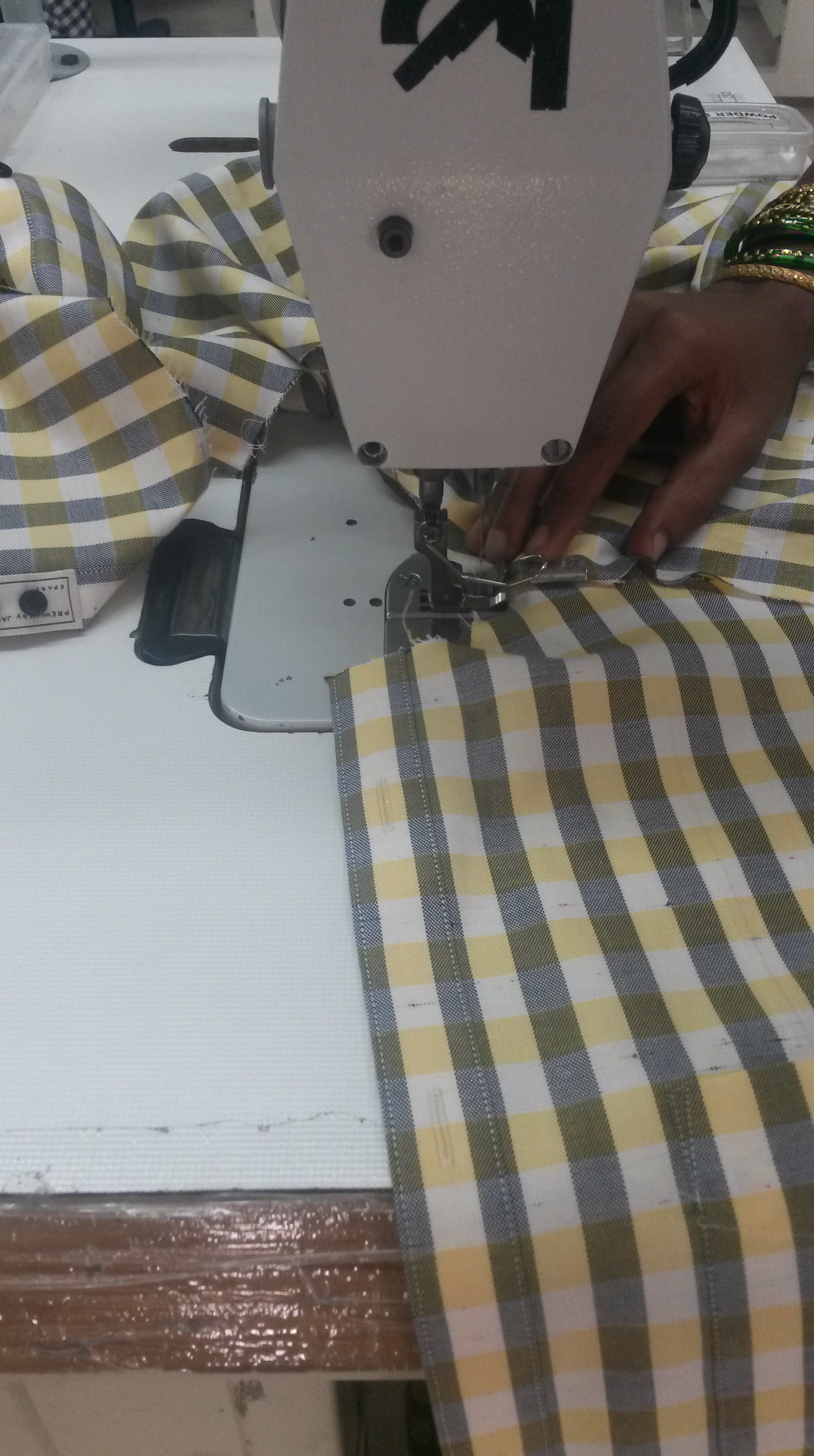
Semi-automatic sewing machines are used throughout the process by operators to stitch the parts together and add components, such as buttons. The images below show this in action.

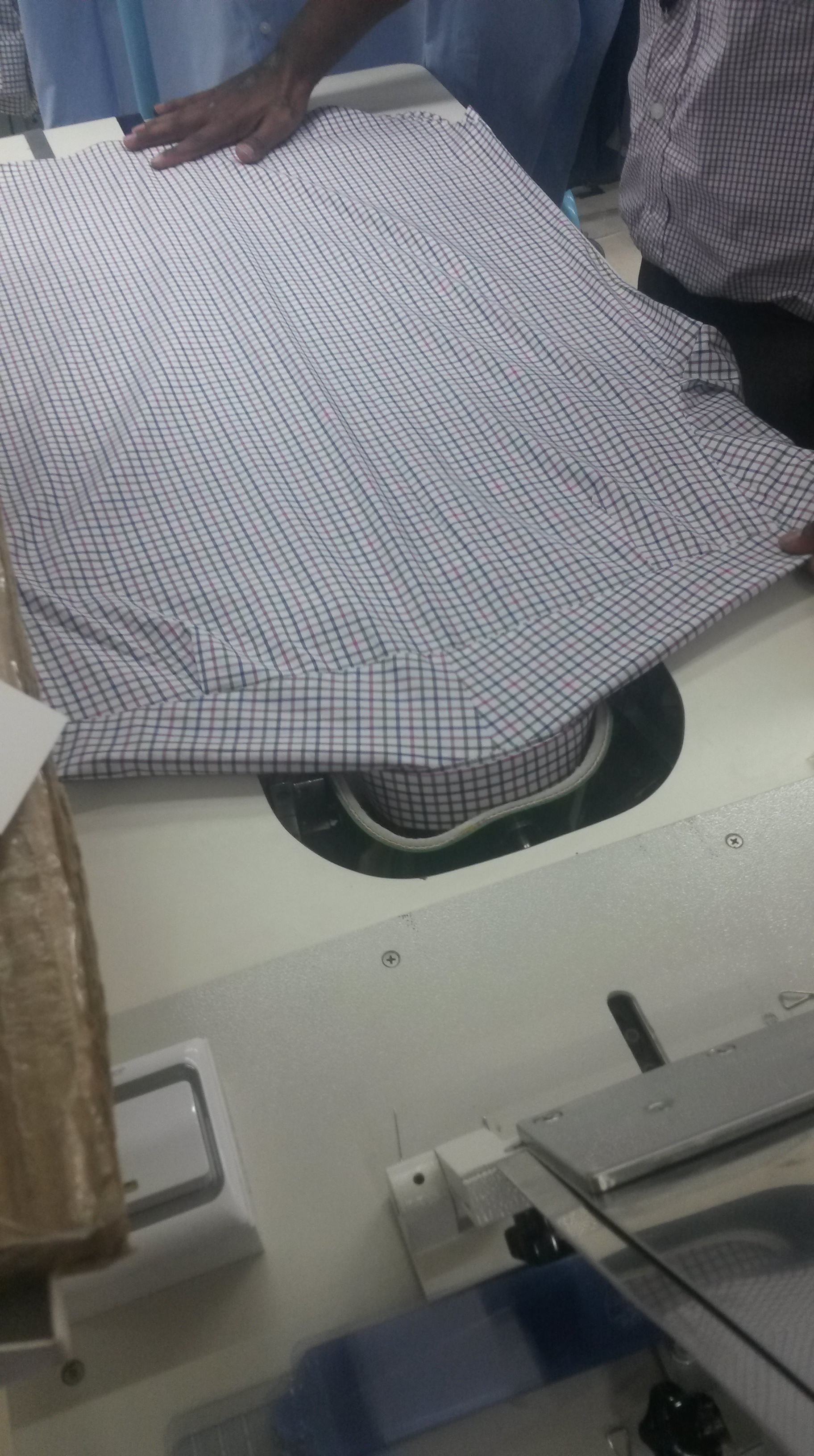
Step 7: Ironing
The assembled t-shirt is then manually ironed. The table used is a specialized one with a machine placed underneath that sucks in the air above it to create a pressure drop right above the table. This helps the shirt stick more firmly onto the table, making it easier to iron and remove all wrinkles.


Step 8: Packing
The shirts are folded and packed on specialized tables that have slots in them for the collar to make it easier to fold.

After the shirt is packed it is transported to shops where people like you and me buy them!
Furniture
BlogI visited a factory that manufactures a variety of furniture from cabinets to desks, using both wood and steel. This factory interestingly had a high level of automation and had widespread use of CNC’s (Computer Numerically Controlled Machines) which minimised the number of steps required to manufacture the final product. Here’s a look at the process:
Step 1: The Raw Material:
There are two main raw materials used in the process:
1) Engineered Wood.
Engineered wood refers to wood constructed using wood fibres or veneers and gluing them together with an adhesive, under high temperature and pressure. This is preferred to solid wood for multiple reasons including:
a) It can be made denser and therefore stronger.
b) It can be designed in such a way so that it’s properties are uniform throughout, as the deficiencies in wood (such as knots and cracks) are removed.
c) Engineered Wood is versatile and is manufactured in multiple grades, sizes and thickness.
d) It is also environmentally friendly, as it can be produced from relatively small trees and even waste scraps of wood. In addition, less wood needs to be used, as it is stronger than solid wood.
e) Engineered wood products are sometimes cheaper than solid wood products, as less wood needs to be used to provide the required strength.
There were two types of engineered wood used in the factory I visited- Laminated Medium Density Fibreboard (density of about 750-800 kg/ m3) and Laminated Particle Board (density of about 650- 700 kg/ m3). The image below shows the engineered wood, with the fibres easily visible:

2) Steel
Steel is used in many of the products to form the frame in which the wood is held.

Step 2: Using CNC machines to cut and drill:
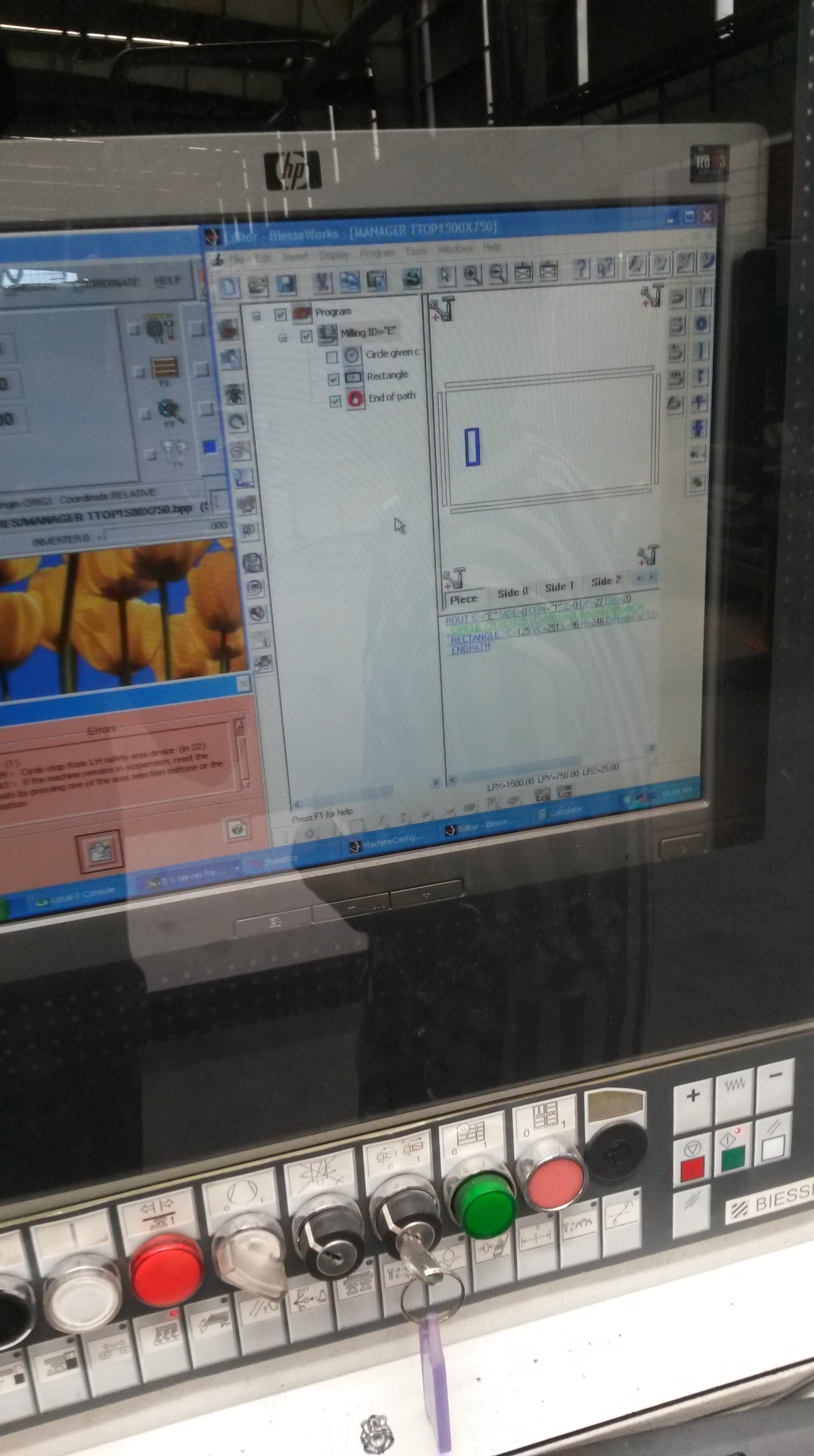
The machine comes with preloaded software on which you insert the drawing of the final shape of the wood/ steel you want. The software then instructs the various tools in the machine to perform the task. It does this with a program that instructs the specific tool required to proceed to certain x, y, z coordinates for a specific period of time. CNC’s offer tremendous flexibility for manufacturing- it allows you to cut any shape required and drill exactly where you want helping make a variety of products.
The image below shows the software being used:
Once it has been instructed the machine cuts where required:


The machine is also capable of drilling, to produce identical pieces of wood shown below:

Step 3: Edge-Banding:
The wood has the top and bottom laminated but not the sides. Thus, the side of the wood that is going to be exposed to the customer needs to be coated. The edge- banding material comes in large varieties as the image below shows:

The bands are then inserted into a machine alongside the wood. It then glues the bands onto the wood by continuously coating the side of the wood with a glue, as shown below. There is also a sensor in the machine that cuts the band as soon as the slab of wood has passed.

Step 4: Coating:
Often, the wood used for the panel in front of desks needs to be coated in cloth or needs to be made magnetic to that papers can be attached to it. This is done by spraying an adhesive on the wood and then applying either the cloth/ magnetic material, as shown below:


Step 5: Assembly:
The various parts that have been cut into shape, drilled, edge banded or coated are then assembled manually to create the final product. The assembly of a cabinet is shown below.
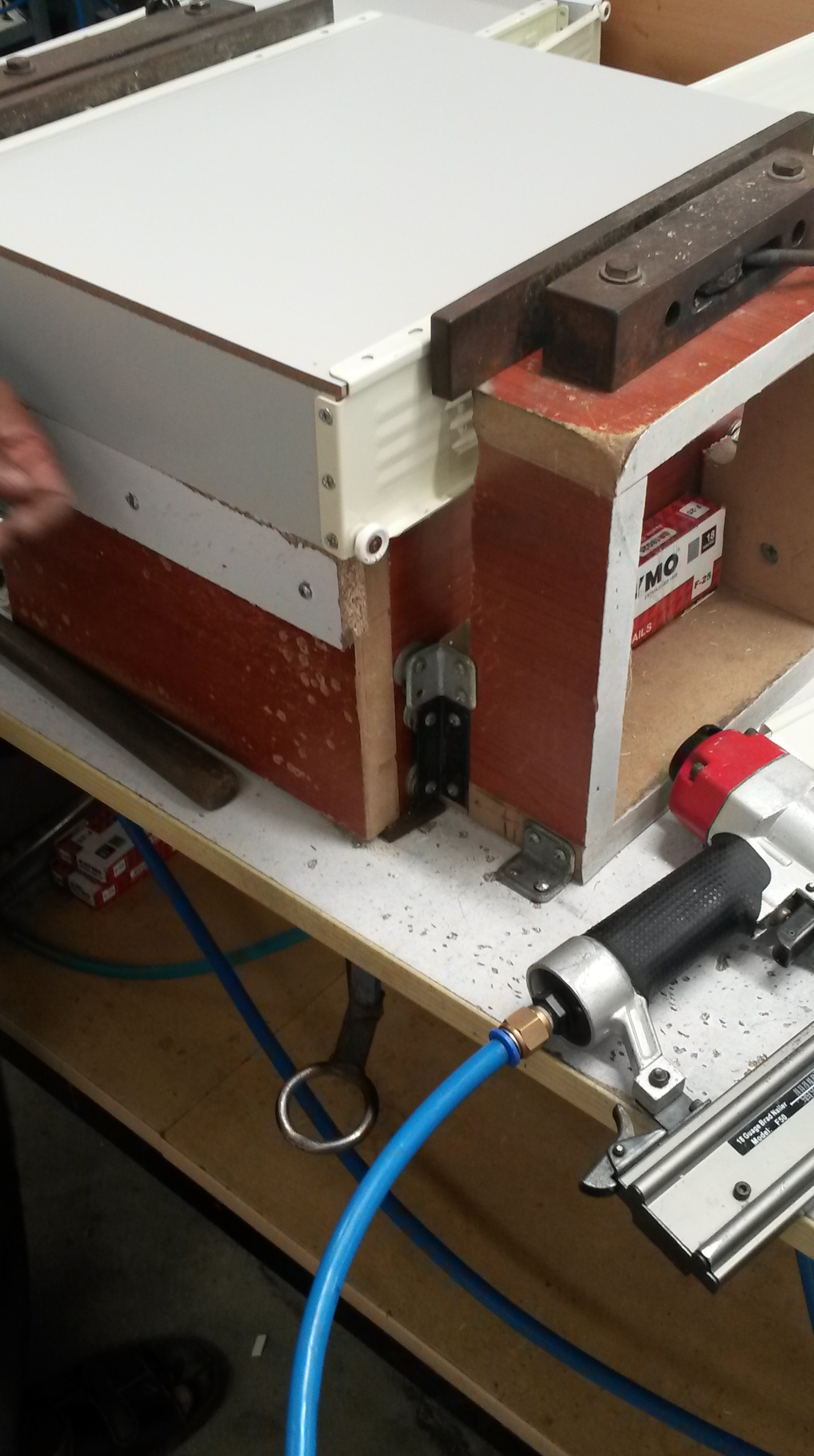

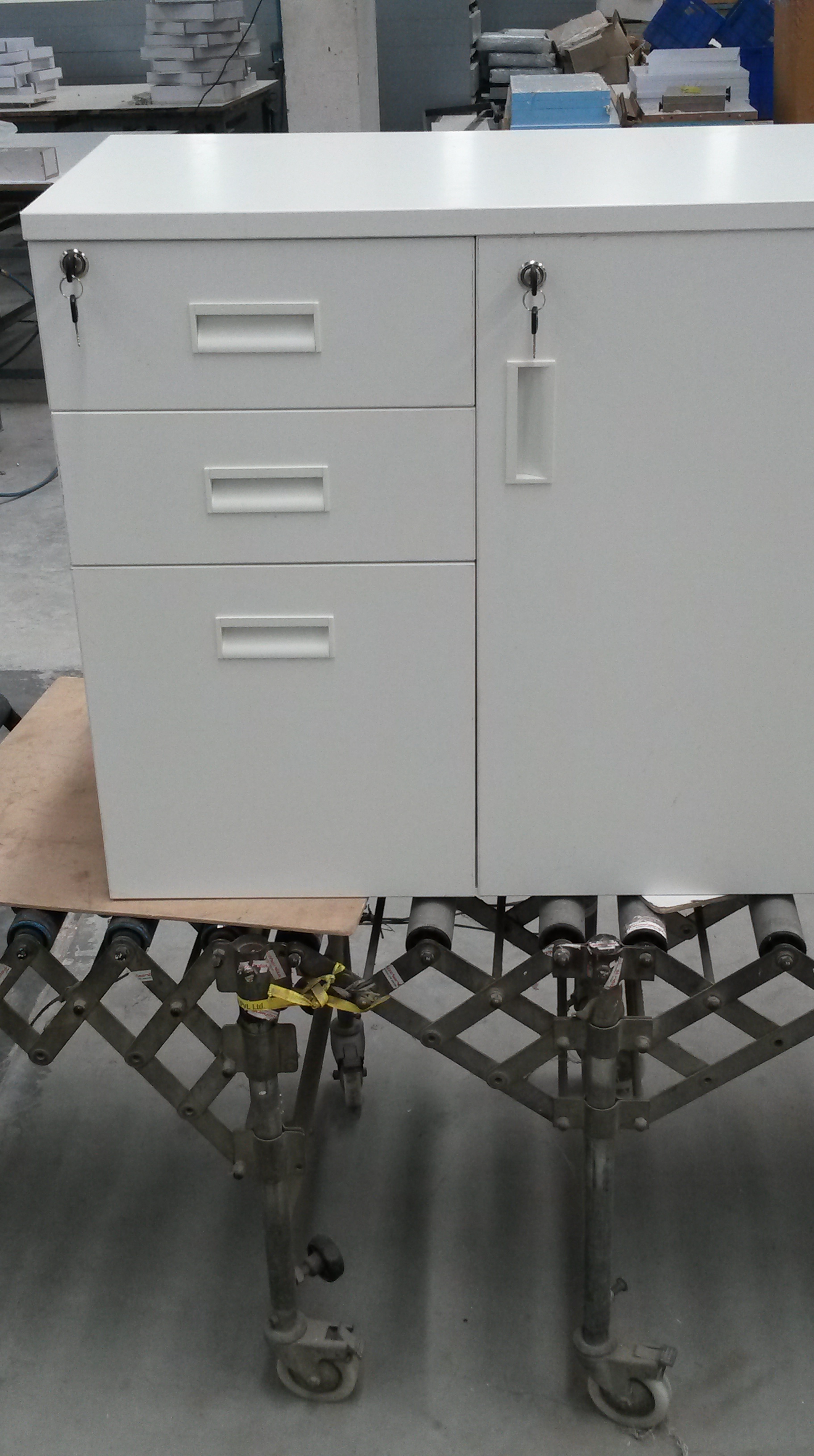
The locks and sliding mechanisms for drawers are procured from other companies and then inserted where required.
More complex furniture can be assembled too, as shown below:

It is the versatility of the CNC’s allow an extremely large number of shapes to be cut and assembles together in any way required, whether it is to produce a cabinet or desk.
Bread
BlogHere’s a look at how bread is made at the industrial scale:
Step 1: Sieving:
The flour is passed through a sieve with the use of a motor. The motor and the sieve make up the sieving machine that is shown below.


Sieving makes the flour fine and removes any impurities in the flour.
Step 2: Mixing:
The ingredients to make the bread, including flour, water, oil and yeast, are mixed together in the desired ratio (depends on the bread being made), as shown below.

Interestingly, cold water is used in the mixing process. This is to slow down the anaerobic respiration of yeast (see step 4) and prevent the bread to rise too fast.
After a while, about 20- 40 minutes depending on the quantity of ingredients, the water and oil bind themselves to the flour producing the dough of the consistency shown in the image below.

Step 3: Slicing and Rolling:
The dough is then transferred to a slicer and roller, the workings of which are illustrated in the video below:
As seen, dry flour is added to the dough to prevent it from sticking to any of the machinery.
After the dough is rolled it gets put into the bread moulds and into the proofing room.
Step 4: Proofing:
Proofing refers to the stage where the yeast is allowed to ferment and dough to rise before being put in the oven. It is put in the proofing room, which has a high temperature of about 60- 80 degrees Celsius, with the moisture level in the room regulated. The image below shows the proofing room:

Fermentation and the rising of dough occur due to the anaerobic respiration of yeast, i.e., the conversion of sugars to produce energy in the absence of oxygen in contrast to aerobic respiration which happens in the presence of oxygen.
The first step in both in aerobic and anaerobic respiration is glycolysis, which converts glucose to pyruvate, according to the simplified equation given below:
C6H12O6 —-> 2 CH3COCOO– + 6 H+
In yeast, the pyruvate is then converted to an acetyldehyde, using the enzyme pyruvate dehydrogenase, as illustrated by the equation below:
CH3COCOO– + H+ —-> CH3COH + CO2
The carbon- dioxide produced in this reaction is responsible for the bread rising.
Finally, the acetaldehyde is converted to ethanol, using the enzyme alcohol dehydrogenase, according to the equation below:
CH3COH + 2H+ —–> C2H5OH + Energy
Overall, the simplified equation for fermentation in yeast during proofing is:
C6H12O6 ——> 2 C2H5OH + 2 CO2 + Energy
Humans, on the other hand, do not contain the enzymes yeast does and therefore produce lactic acid during anaerobic respiration instead of ethanol.
After the fermentation of yeast starting to occur during proofing, the dough can finally be put in the oven, to finish the fermentation process.
Step 5: Baking:
The proofed dough is put in large industrial ovens, as seen in the image below:

The temperature must be controlled in the oven precisely to ensure the optimum activity of the enzymes are reached. Enzymes, as the graph below shows, work optimally at a particular temperature. If the temperature is too high their active site gets denatured and if the temperature is too low, not enough energy is available, reducing the rate of reaction.
The high temperature in the oven also evaporates the alcohol produced during anaerobic respiration, and this the final bread does not have a significant alcohol content.
Step 6: Cooling:
The bread is then left to rest for about half an hour, before it can be cut, as the image below shows:

During the cooling process, the bread continues to bake and any moisture evaporates, without which the bread would have too much moisture.
Step 7: Slicing and Packing:
Finally, the loaves of bread are sliced using the machine shown below. The blades move back and forth while, the bread proceeds down the ramp, cutting the bread.

As bread is a perishable good, the manufacturing date must be printed onto the plastic packet. In order to do this there is a computer controlled machine, that changes the date everyday and prints in on the packets, as shown below:

Finally, the cut bread is packed into plastic packets manually and ready for transportation.

Gear Boxes
BlogStep 1- The Raw Material:
The primary raw material used is cast iron. The iron ore (Hematite) is chemically reduced to Iron in a blast furnace, where coke (carbon) acts as the reducing agent.
The molten iron that is produced is then put in a mould to produce the rough shape that is required by a part in the gear box. It cannot be moulded into the exact shape, as the level of precision required is too high. The raw material for the gear box manufacturer, i.e., roughly moulded cast iron is shown in the picture below.

Step 2- Heat Treatment:
The metal parts that go in the gear box have to undergo a lot of wear and tear. Therefore, it is essential that the metal is hard, but not brittle. The original cast iron is in the form of Pearlite, which has hardness of a maximum of 400 Brinell (unit of hardness). Pearlite, as the image below shows has relatively large crystals which makes it less brittle, but not hard enough.
To increase the hardness of the metal (so that the parts in the gear boxes are less prone to wear and tear), the parts undergo heat treatment.
a) Hardening:
In the same way that graphite transforms into diamond under the influence of extreme heat and pressure within the Earth, metals too can be hardened to change their properties. The cast iron is heated to 850°C for two hours in a furnace. The heat increases the energy of the metal atoms, allowing them to rearrange themselves. Gases like Nitrogen and Methanol are also, in small quantities put into the furnace, which diffuse into the metal, increasing it’s hardness. Limestone is also added to the blast furnace to take away the impurities present.
Following this, the metal is dipped in oil for cooling, so the atoms slow down and form crystals. Oil is used instead of water because with water, the crystals would form too quickly, and would be too small. This would make the metal extremely hard, but too brittle. Oil, on the other hand, minimizes how brittle the metal becomes while increasing hardness.
The metal is then washed and tempered.
b) Tempering
The metal is heated again, this time to approximately 620°C for 3 hours. This results in another rearrangement of the metal atoms to reduce any brittleness caused during the hardening process.
This time the metal is allowed to cool in the atmosphere. This ensures extremely slow cooling, which in turn ensures the crystals formed are not too small and brittle.
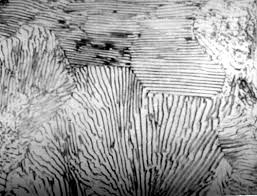
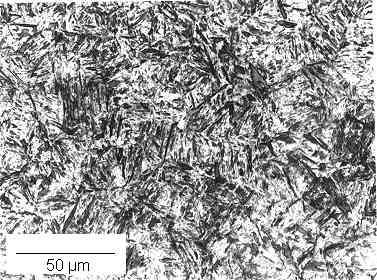
The final result of the heat treatment is the conversion of Pearlite to Martensite, a stronger metal. Martensite has a hardness of up to 700 Brinell, nearly double that of Pearlite. The structure of Martensite is shown below, and it visibly has smaller crystals than that of Pearlite, illustrating the increased hardness.
Step 3- Machining Of Individual Parts:
Using CNC (Computer Numerically Controlled) Machines, individual parts of the gear boxes are machined to the precision of 0.01 mm. In the machine, there is a holder for the roughly moulded cast iron, and on the other side of the machine, there is a rotating piece of equipment that is fitted with tools. The pictures below show these.
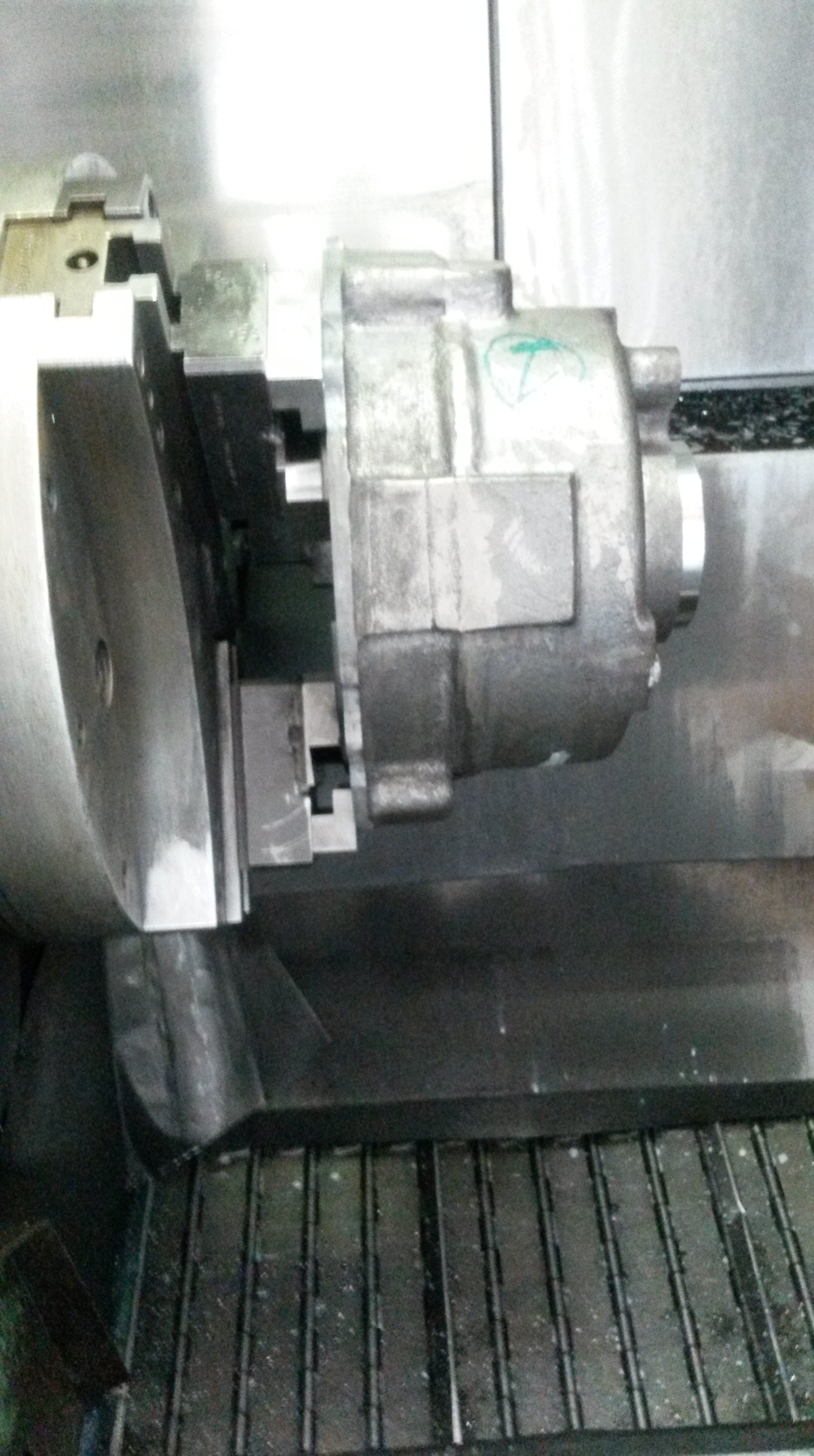
The movement of this equipment is programmed, using imaginary x, y and z axis coordinates. For instance, tool number 1 could be instructed to move to coordinate (2,1,2) [2 unit on the x axis, 1 units of the y axis and 2 units on the z axis]. The code would also include the time that the tool needs to spend there, before making another movement. To machine an individual part, hundreds or even thousands of these instructions need to be coded and then fed into the machine. The images below show the machining process in action.
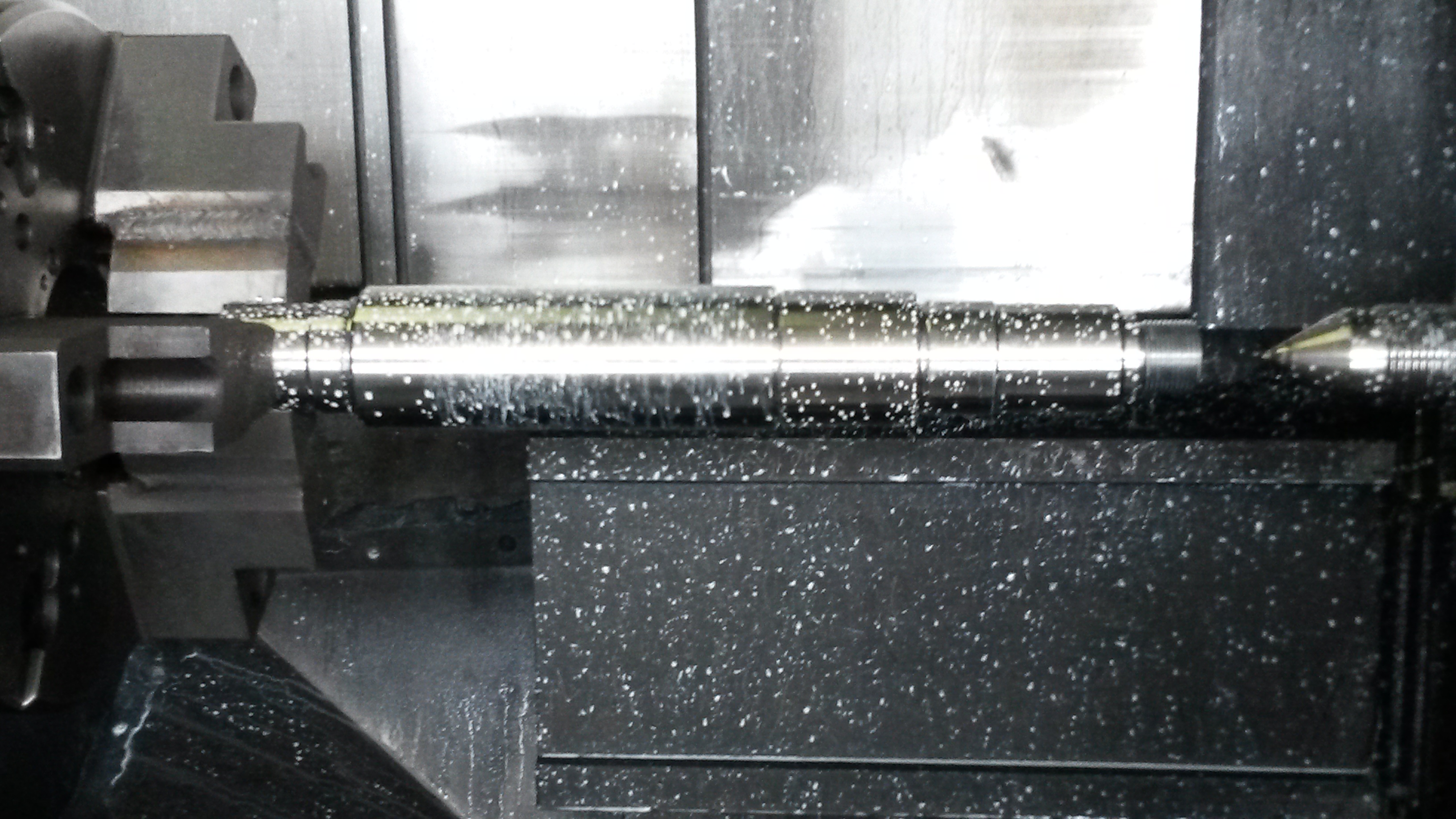

The white liquid being sprayed on the machined part is a coolant. This is necessary as the machining (grinding and cutting) generates a lot of heat. The machined part is a far more refined and precise version of the roughly moulded cast iron. The differences that machining makes are shown in the image below. On the left is the machined part and on the right is the original cast iron moulded part. Machining performs a variety of functions, from drilling to cutting to polishing.



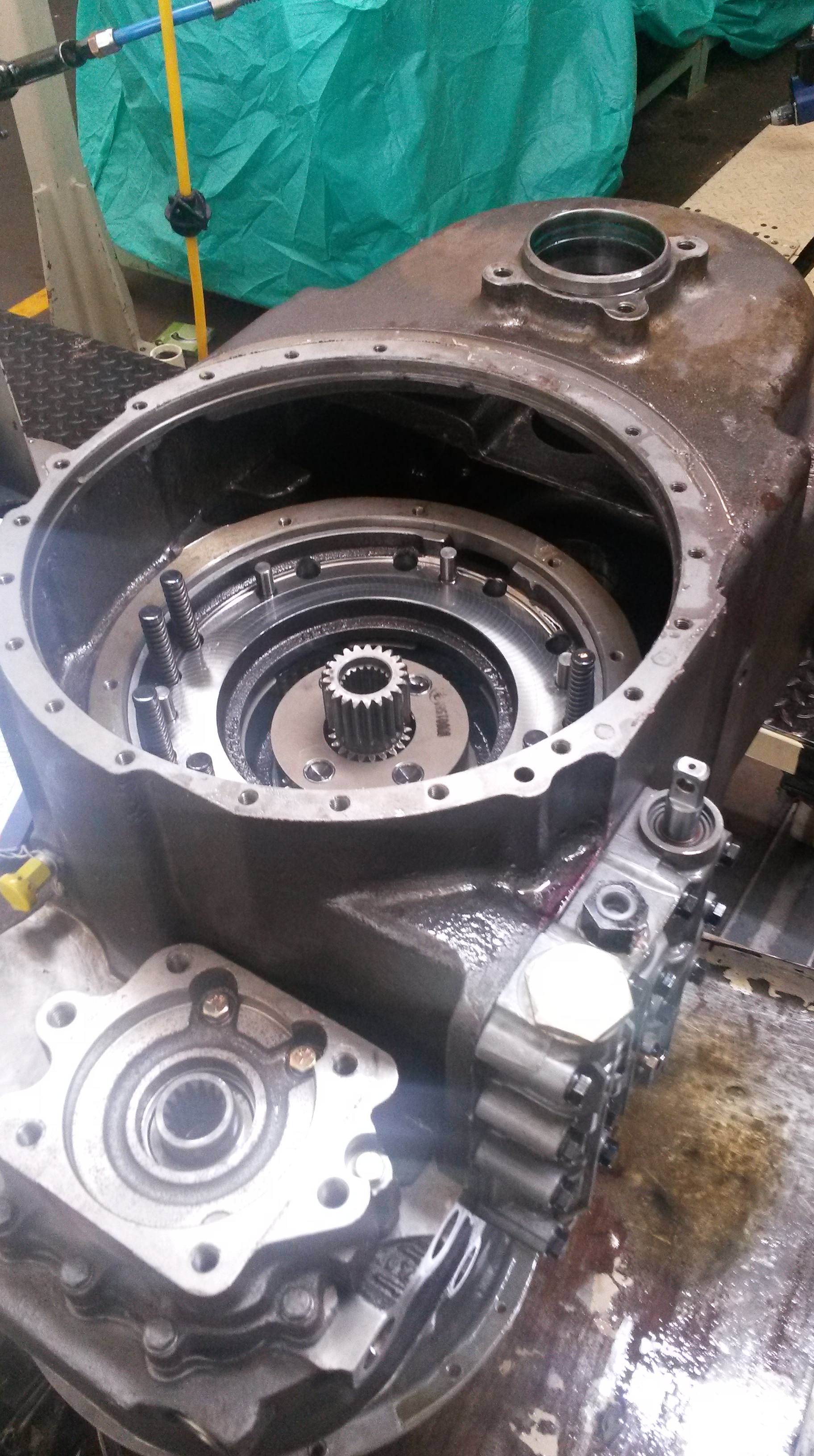
Step 4: Assembly:
All the machined parts are then assembled together, both mechanically and manually.
Step 5: Testing:
a) Dip Tank
The gear boxes are filled with hydraulic fluid and inserted into a tank of water in order to check for any leaks. If any bubbles emerge, leaks are identified.
b) Performance Testing
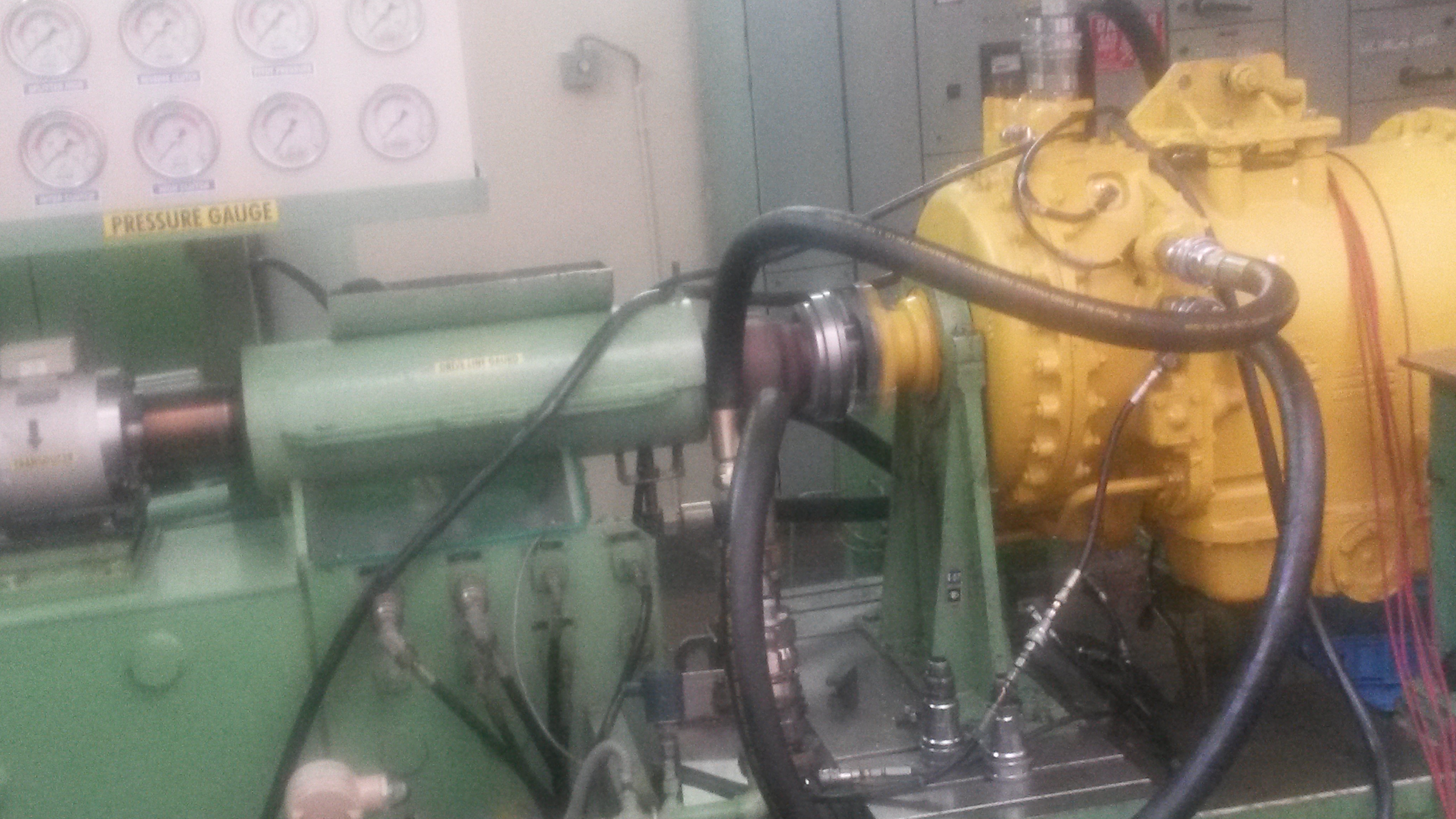
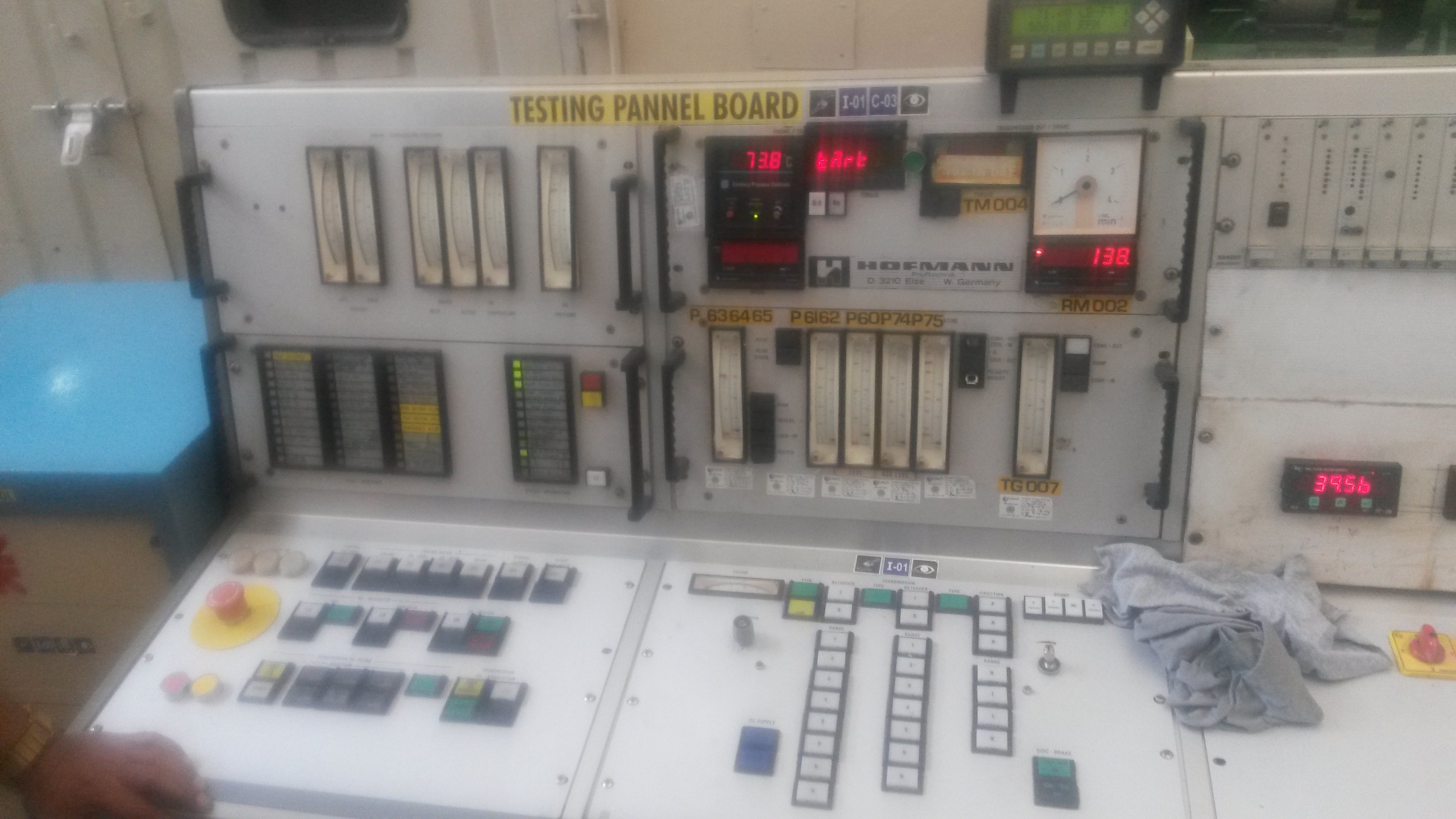
The final check involves connecting the gearbox to an engine to simulate its operation.
The Final Product:
Consisting of over 150 parts, all individually machined, the gear box is finally produced and ready for delivery.
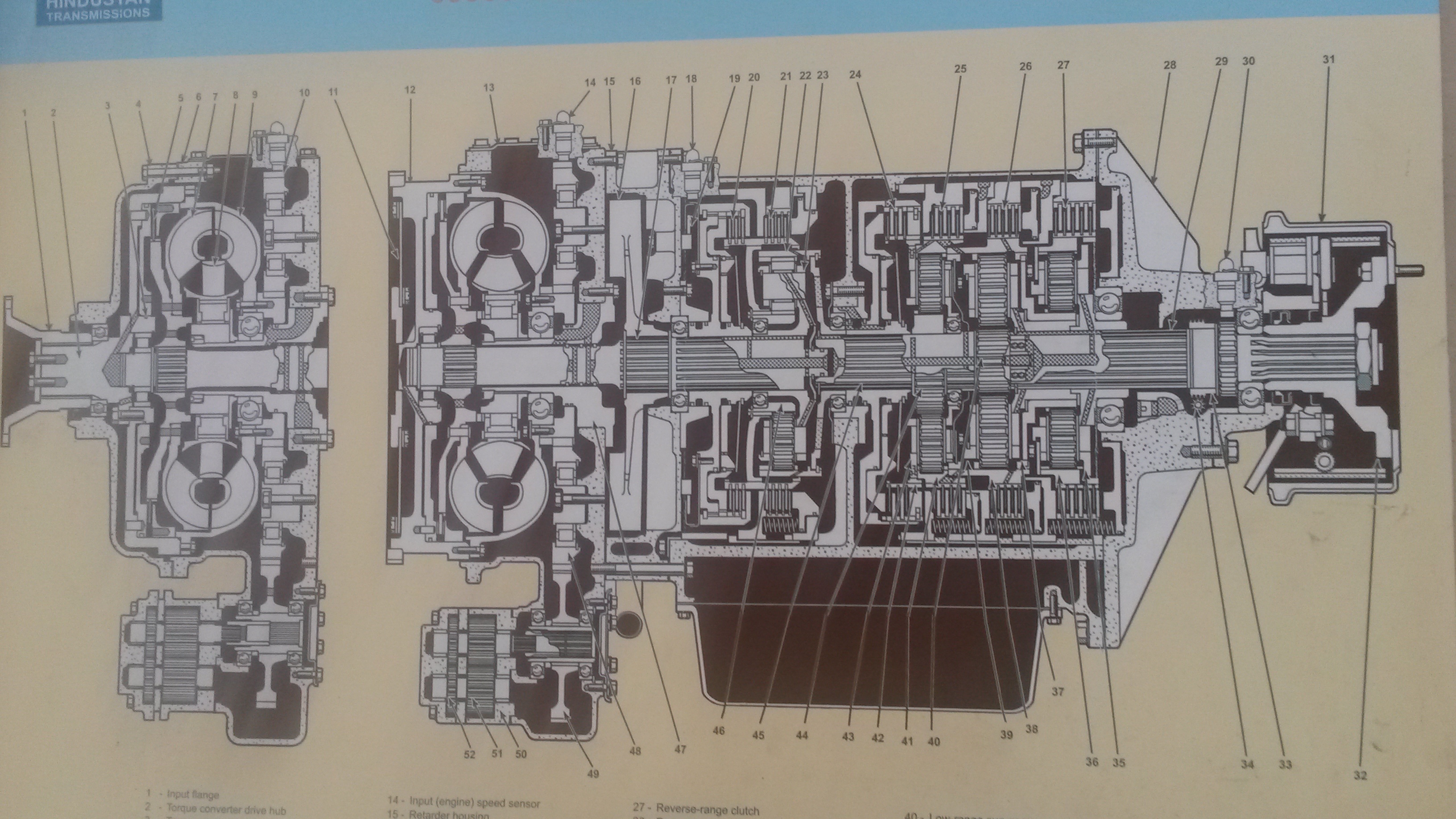

Here’s a look here at how gear boxes work in everyday life!
Cables
BlogI visited a factory that manufactures copper wires and the manufacturing process is detailed below. Enjoy reading!
Step 1: The Raw Material
Cables start of as an 8mm (diameter) copper rod. Copper is cost effective and an excellent conductor of electricity.
Step 2: Reducing the diameter of the wire
While cables are thick, they are actually made by winding many smaller wires together, instead of one thick wire. These are called multi-stranded wires, and make the cable more flexible. Furthermore, multi-stranded wires are better conductors than a single thicker wire because the individual wires have greater surface area. They also provide higher resistance to “metal fatigue”, which is when the material is weakened due to fluctuations in the power load flowing through it.
Therefore, the copper wire’s diameter is reduced progressively from 8mm to 4mm to 1.4mm and finally 0.5/0.4/0.3 or 0.1 mm. It is done progressively, as the wire would break if all the required force was applied all at once.
This is done by simply squeezing the wire through a hole of the required diameter, at a slow pace. This generates a substantial amount of heat, so the wire is made to flow through a coolant (the white liquid) and the thinner wire is then wound. These are illustrated by the images below.

Step 3: Annealing:
To further increase the flexibility the copper wire, it undergoes a process called annealing, where it is heated to about 400 degrees Celsius under controlled pressure for about 4 to 5 hours in the container shown below.

Annealing increases the copper’s ductility (its ability to be stretched into a wire) as the heat increases the kinetic energy of the atoms, making the material less rigid. The copper is then cooled, which can be done slowly in air, or through “quenching”, where it is cooled quickly in water. Copper retains the properties induced by annealing even when it is quenched unlike other ferrous materials, such as steel which must be cooled slowly for annealing to work.
Step 4: Bunching:
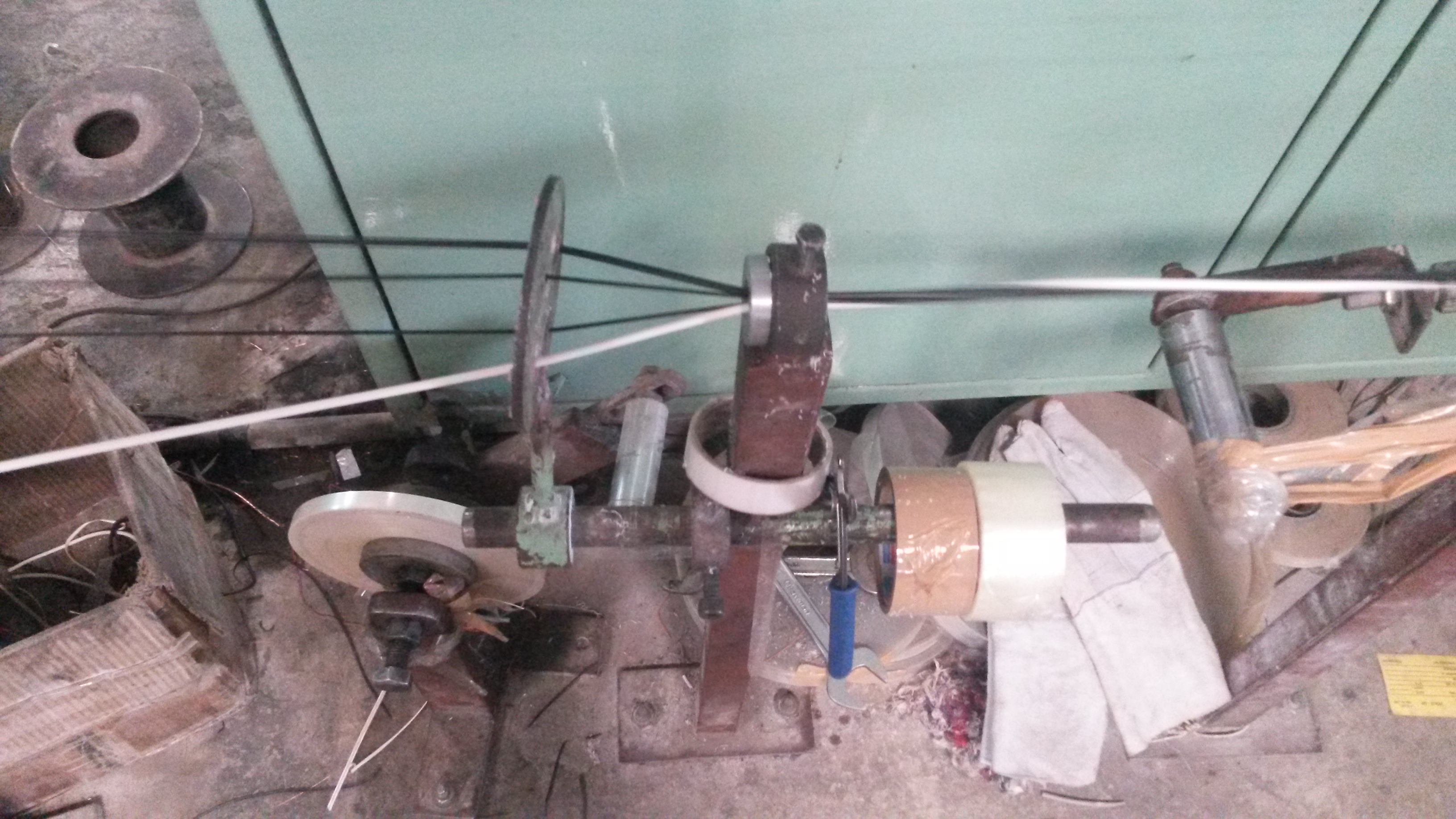
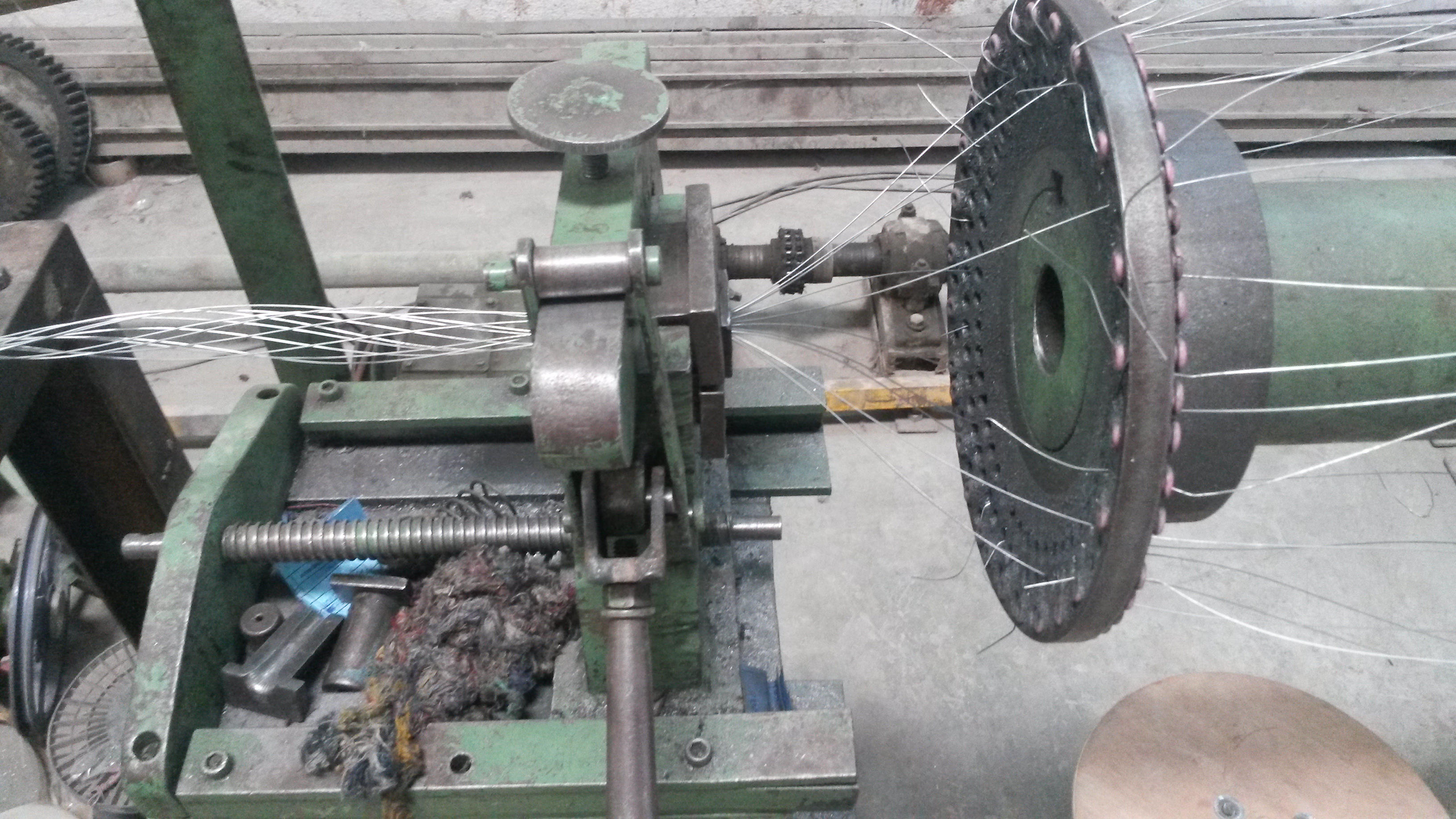
The thin, annealed wires are finally bunched together to create one thick cable by the machine shown in the image below. The machine takes thin wires from several coils and then winds them together. The wound wires are then pushed through a hole which strengthens the bunching to make it permanent.

It is essential to have thick cables, as a larger area of cross section results in lower resistance, resulting in the current being carried more efficiently.
Technically:
Resistance = [(resistivity)*(length)] / (area of cross section)
The resistivity of copper is a constant and assuming the length of the cable is also constant, we get:
Resistance ∞ 1/ (area of cross section), i.e., the resistance of the wire is inversely proportionate to the area of cross section.
This YouTube video shows a wire bunching machine:
Step 5: Insulation and Extrusion:
Another essential property of cables is insulation, so that they are safe to use.
In order to insulate the wire, PVC (Poly Vinyl Chloride) is melted and made to coat the copper wire, as shown in the image below. On the left you can see the un-insulated copper wire and on the right you can see a red coating of PVC (which has flown in from the pipe) on the wire. This process is called extrusion.

The PVC coated copper wire is then made to flow through water to cool and solidify the PVC, as shown below:
To detect if there are any holes in the PVC the wires goes through a high frequency spark tester.

Often, one layer on insulation is not enough, so many of the insulated wires are bundled together and sometimes even armored with steel, before it is extruded again.
Sometimes, for cables carrying extremely large currents, there can be many layers of insulation as the cross section of the wire shown below illustrates.

Step 6: Final Extrusion:
After the desired number of insulating layers is applied, the wire undergoes final extrusion, where a thicker layer of PVC coats the smaller, insulated wires. This step is only required for cables carrying large currents.
As shown, the bundled wires (on the right of the picture) are covered in chalk powder to ensure the thick layer of PVC extrudes the wire effectively.

Step 7: Packaging:
The insulated wire is finally wound, and is ready for transportation.

Faraday’s First Law of Electrolysis
ElectroplatingThe most important question regarding electroplating is the following: how is the amount of gold being deposited on the substrate (cathode) controlled?
The answer to this question lies in Faraday’s First Law of Electrolysis which states that ‘The mass of a substance altered at an electrode during electrolysis is directly proportional to the quantity of electric charge at that electrode’
The electrochemical equivalent (Z), with S.I units kgC-1 or kgA-1s-1, is a constant for a particular substance, that tells us the mass of the substance deposited at an electrode when a certain amount of current is applied in a given period of time.
Mathematically:
(where: m = mass of material deposited; Q= Charge; I= Current; t= time; Z= electrochemical equivalent)
m ∞ Q
m ∞ I * t
m = Z * I * t
Z = m/ I * t
The electrochemical equivalent for Gold is 2.4496 gA-1hr-1, which means that if 1 Ampere of current is passed through the electrodes for 1 hour, 2.4496 grams of Gold will be deposited at the cathode. Using this, the current and time for electroplating can be fixed depending on the mass of gold that needs to be deposited.
The thickness of the gold layer deposited on the substrate can also be calculated using the density of gold:
(Let: Density = d; mass of gold deposited = m; volume of gold deposited = v; surface area of substrate = a; thickness of gold deposited = t)
d = m/ v
d= m/ a * t
t = m/ a * d
Using these principles, substances can be electroplated with a high degree of precision.
Copper and Gold Electroplating Reactions
ElectroplatingFor copper plating, the substrate is attached to the cathode (negative electrode) in the centre of the container and pieces of pure copper form the two anodes (positive electrode). The electrolyte (solution in which electrodes are inserted in) is made up of copper sulphate.
At the anode:
Cu —–> Cu2+ + 2e–
The copper piece attached to the anode oxidises (loses electrons) due to the potential difference applied. The Cu ions then move into the solution, and the electrons lost flow from the anode towards the cathode.
At the cathode:
Cu2+ + 2e– —–> Cu
The copper ions get deposited at the cathode where they gain electrons (which have travelled from the cathode), to form Cu atoms.
The image below shows the process in action. As you can see, the electrolyte is continuously stirred to ensure the concentration of copper ions throughout the solution remains constant, which in turn helps ensure that copper is evenly electroplated over the substrate.
Electroplating with gold involves an inert anode, i.e., one that does not take part in the reaction. As a result, a non-reactive metal needs to be used for the anode, which in this case is either Platinum or Graphite. The electrolyte contains the gold ions that move toward the cathode, i.e., toward the substrate. In this case, the electrolyte used is complex salt ion gold cyanide {Au (CN)2}-1 dissolved in water. The process can be represented as follows:
At the anode:
4H20 —-> 4 H+1 + 2 O2 + 4 e–
The water molecules move towards the inert anode, where the oxygen oxidises (loses electrons) to form oxygen molecules and the hydrogen becomes ions. The 4 electron lost then flow towards the anode.
At the cathode:
4(Au (CN)2)-1 + 4 e– ——-> 4 Au + 8 CN-1
The negatively charged gold cyanide molecules move towards the cathode where the gain 4 electrons (which have travelled from the cathode), to form gold atoms and cyanide ions. The gold atoms get deposited onto the surface and the cyanide ions go back into solution.
Gold Electroplating
ElectroplatingI visited a gold plating factory, which coated various objects (from jewellery to statues) with gold. This was a very interesting application of Faraday’s Laws of Electrolysis (see my next post for more details on the theory).
There are three main reasons for electroplating:
- Electroplating with a relatively inert metal like gold ensures that the substrate lasts for a longer period of time, as the gold will not react with the air and wear away in the way that Iron, for instance, would.
- Electroplating with gold improves the conductivity of the substrate. This is much more cost effective than using the conducting material for the entire material, as gold is extremely expensive.
- Electroplating also improves the appearance of the product.
Step 1: Obtaining the substrate
The “substrate” refers to the raw material, or object that needs to be electroplated. These are made out of a range of materials, from brass to steel.

Step 2- Surface Preparation:
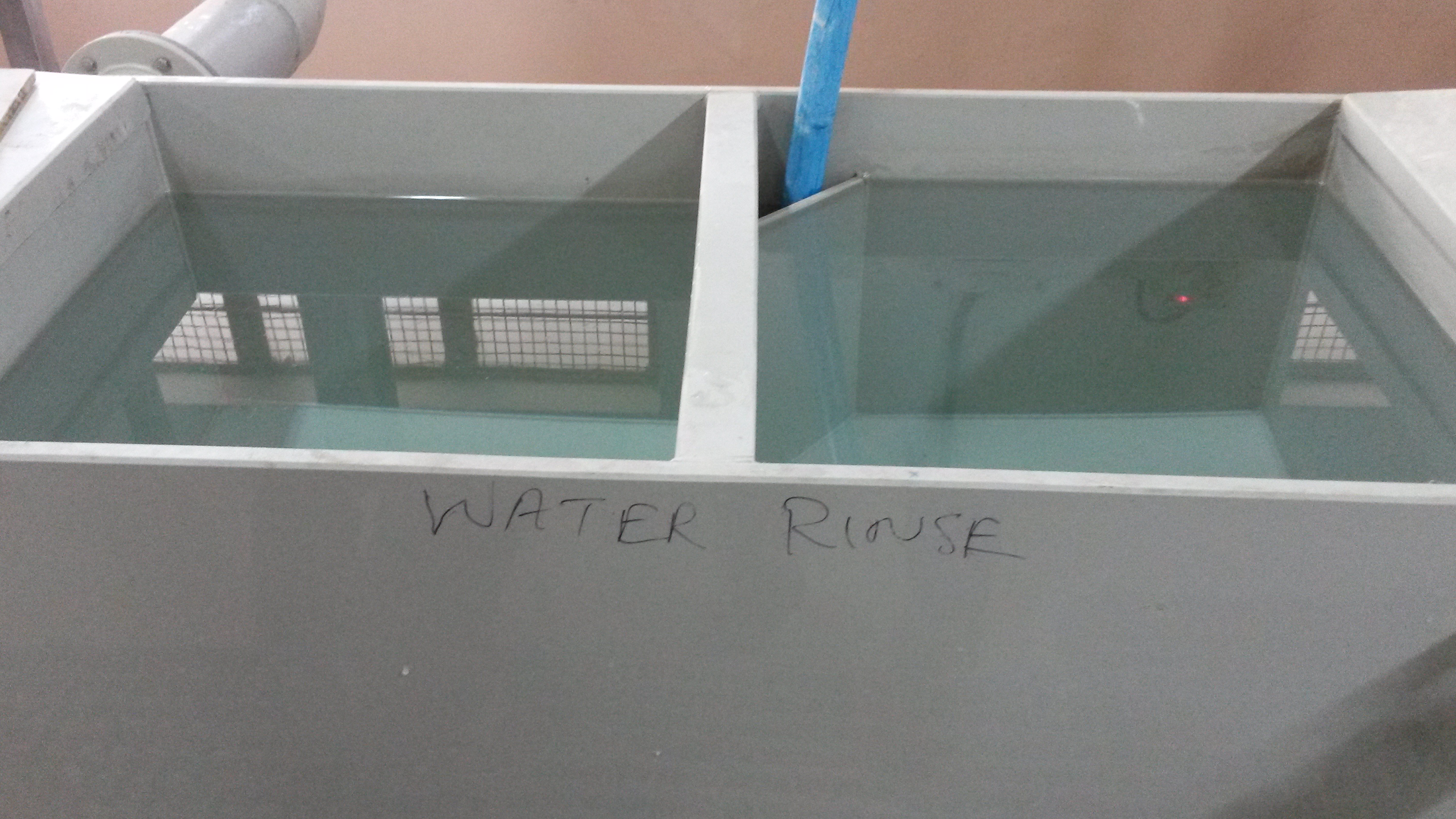
a) Water Rinse:
The substrate is first immersed in de-ionised water in order to remove any soluble impurities on the surface of the substrate. De-ionised water is, as its name indicates, water with its ions (such as Calcium) removed, i.e., it is pure H2O.
De-ionised water is more effective than normal tap water to clean the substrate as it is a better solvent. The charge in water molecules is separated, due to polarisation, to form a slight positive and negative pole in pure water. This dipole nature makes it easy for ions to dissolve in de-ionised water. In normal tap water on the other hand, previously dissolved ions reduce the polarity, making it less effective in dissolving more ions.
b) Ultrasonic Cleaning:
Ultrasonic Waves are waves with frequencies greater than 20,000 Hz (20 KHz). During Ultrasonic Cleaning, the substrate is immersed in water and ultrasonic waves are passed through the water, using the machine shown in the image.

Ultrasonic waves strike the surface of the substrate with high energy, making it an effective tool for displacing any microscopic dirt particles on the surface of the substrate. “Cavitation bubbles” are induced by the high frequency, which agitate the solvent. This then produces extremely high forces on any contaminants on the surface of the substrate. It also penetrates any cracks to remove dirt, oil, rust, grease, bacteria, and even fingerprints. The substrate is not allowed to rest on the bottom of the device during the process, because then part of the object will not have sufficient exposure to the solvent.
c) Acid Bath
Next, the substrate is immersed in extremely diluted sulphuric acid. This dissolves any surface impurities that are not soluble in water. The acid is diluted to ensure that it does not react with the substrate itself (to prevent corrosion).

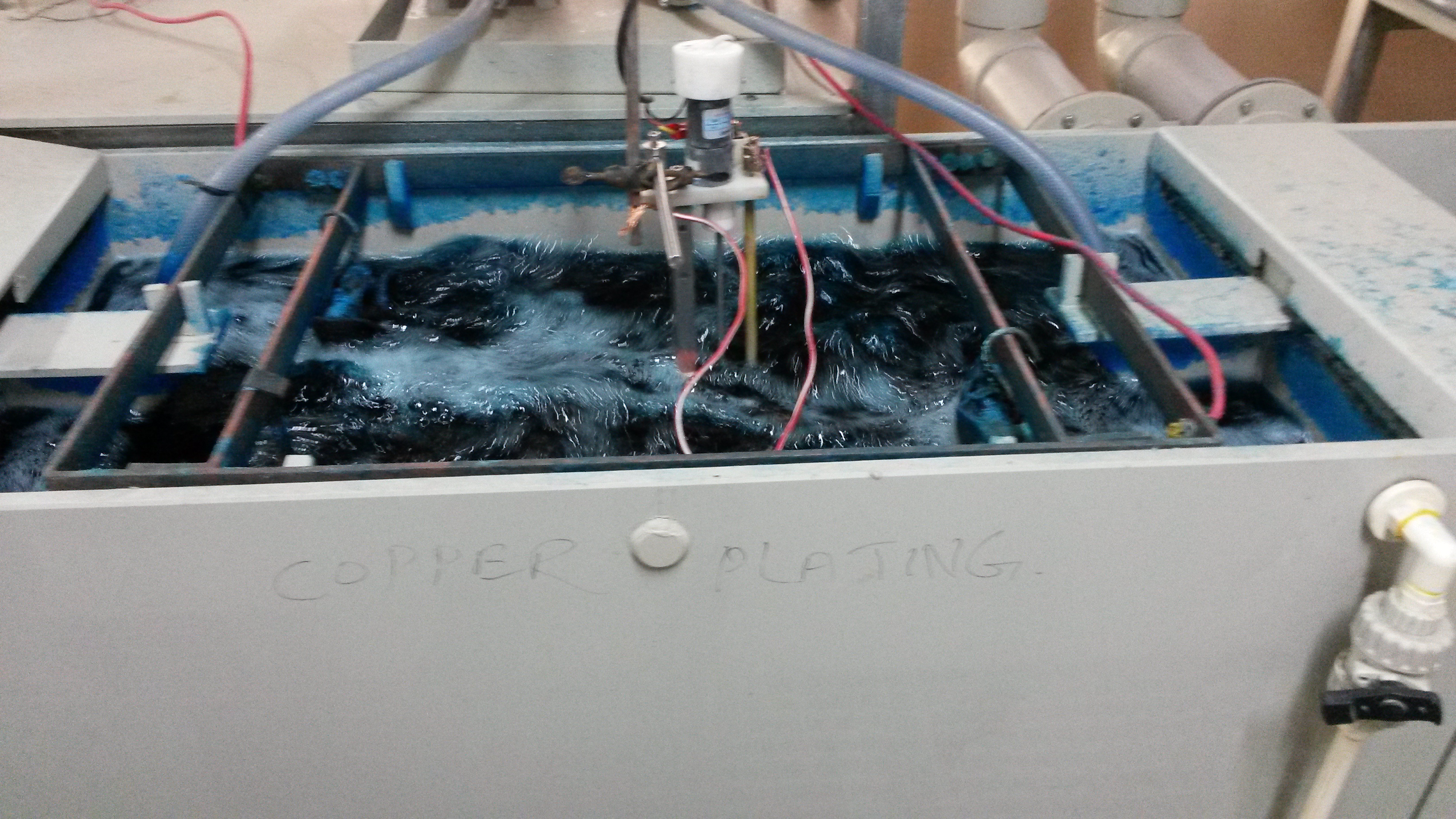
d) Copper Plating
The last step of the surface preparation is copper/ nickel plating. Please see the theory post for details on reactions at the cathode and anode that enable this to occur.
The substrate is plated with copper for the following reasons:
- Copper increase the conductivity of the surface allowing for more efficient electroplating.
- Copper Plating makes the surface smooth, allowing for an even coating when it is finally electroplated.
- Copper Plating also makes the surface bright, as the image below shows, making the final product have a greater aesthetic value.

Step 3- Gold Electroplating:
In a similar process to which the substrate was electroplated with copper, it is now electroplated with gold to form the final product. Please see the theory post for details of the reactions.
The substrate is continuously rotated to ensure that an even coating of gold results. This, and the final product, are shown below:

Injection Molding
BlogStep 1: The Raw Material
Plastics are organic compounds that are derived from a mixture of petrochemicals. Made up of mainly carbon, sometimes along with oxygen, nitrogen or sulfur, the chemical composition of plastics are essentially organic polymers, i.e., a substance which has a molecular structure built up chiefly or completely from a large number of similar organic units bonded together.
The plastic is bought in the form of granules, as shown in the image below. The granules can be bought in different colors, depending on the requirements. Granules are a convenient form as they expose a larger surface area of the plastic, which reduces the amount of heat energy that needs to be applied to melt the plastic in Step 2.

Step 2: Melting and Pumping
The plastic granules are heated to approximately 700 degrees Celsius and then pumped through the pipes shown below.
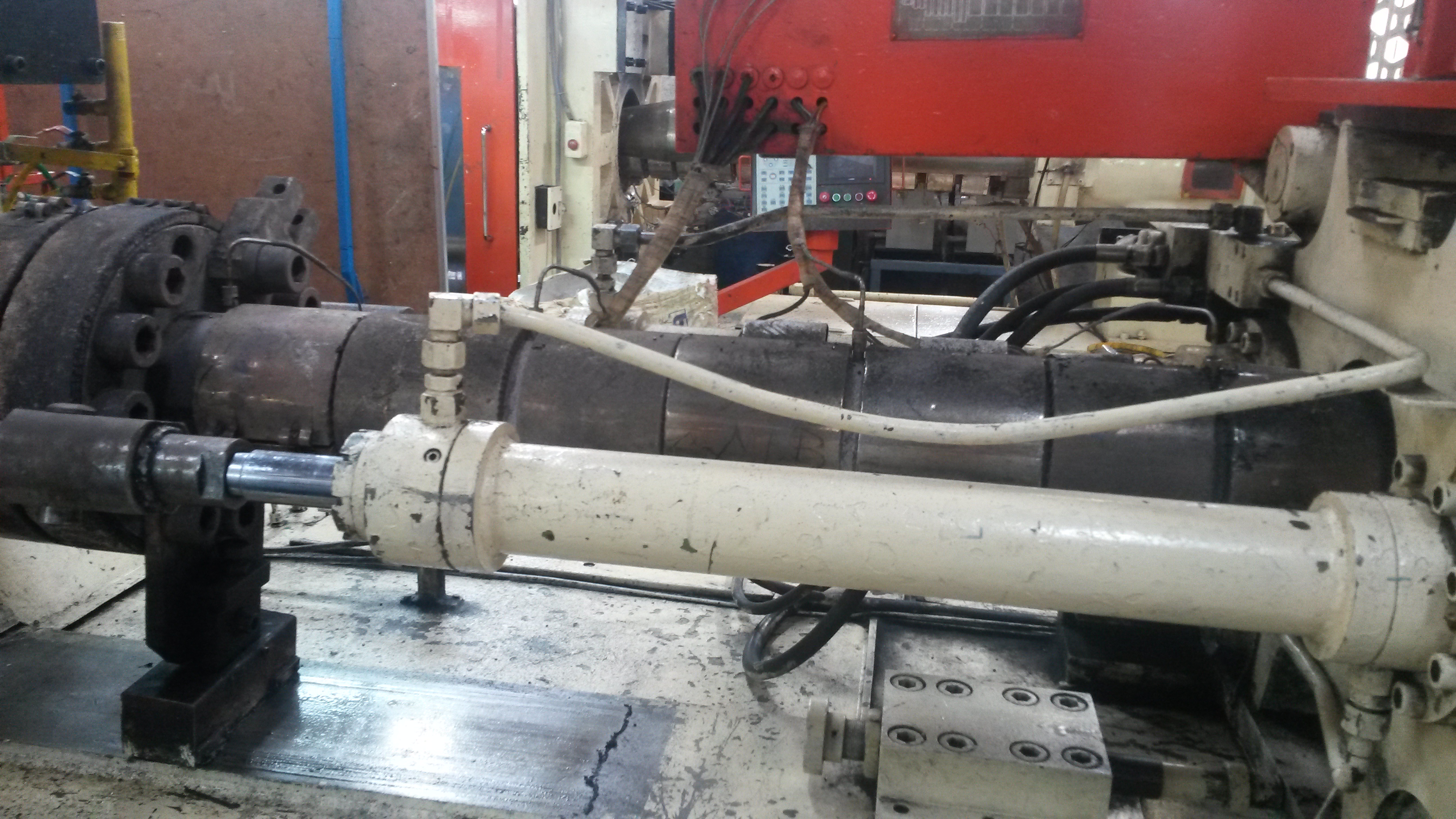
At the end of the pipe, there is a small opening through which the plastic flows out and enters the mould as the figure below illustrates. The size of the opening is extremely small to ensure an even flow of the plastic. The speed of flow also needs to be controlled to ensure that the right amount of plastic flows through the hole.

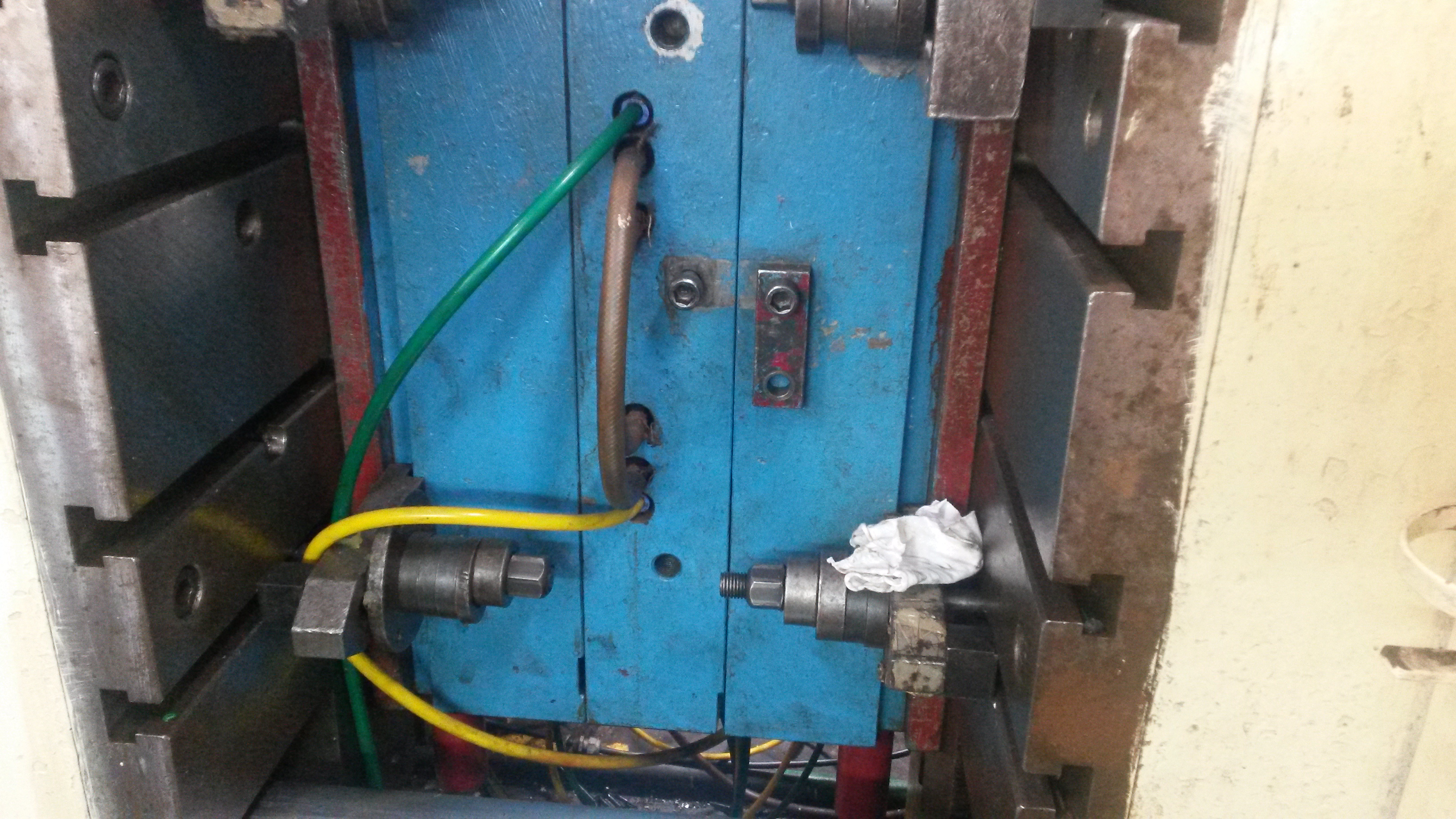
Step 3: Moulding
The actual mould has two parts – a cavity and an insertion. Both are made out of metal, as metals have high melting points and can withstand the high temperature of the plastic that flows into the mould. The cavity and insertion are shown below; the insertion leaves a gap in the cavity which is filled by the plastic. The insertion also has intricate carvings, inside which plastic also flows.


The injection mould is designed in such a way that it mimics the final gaps in the plastic that the product requires.
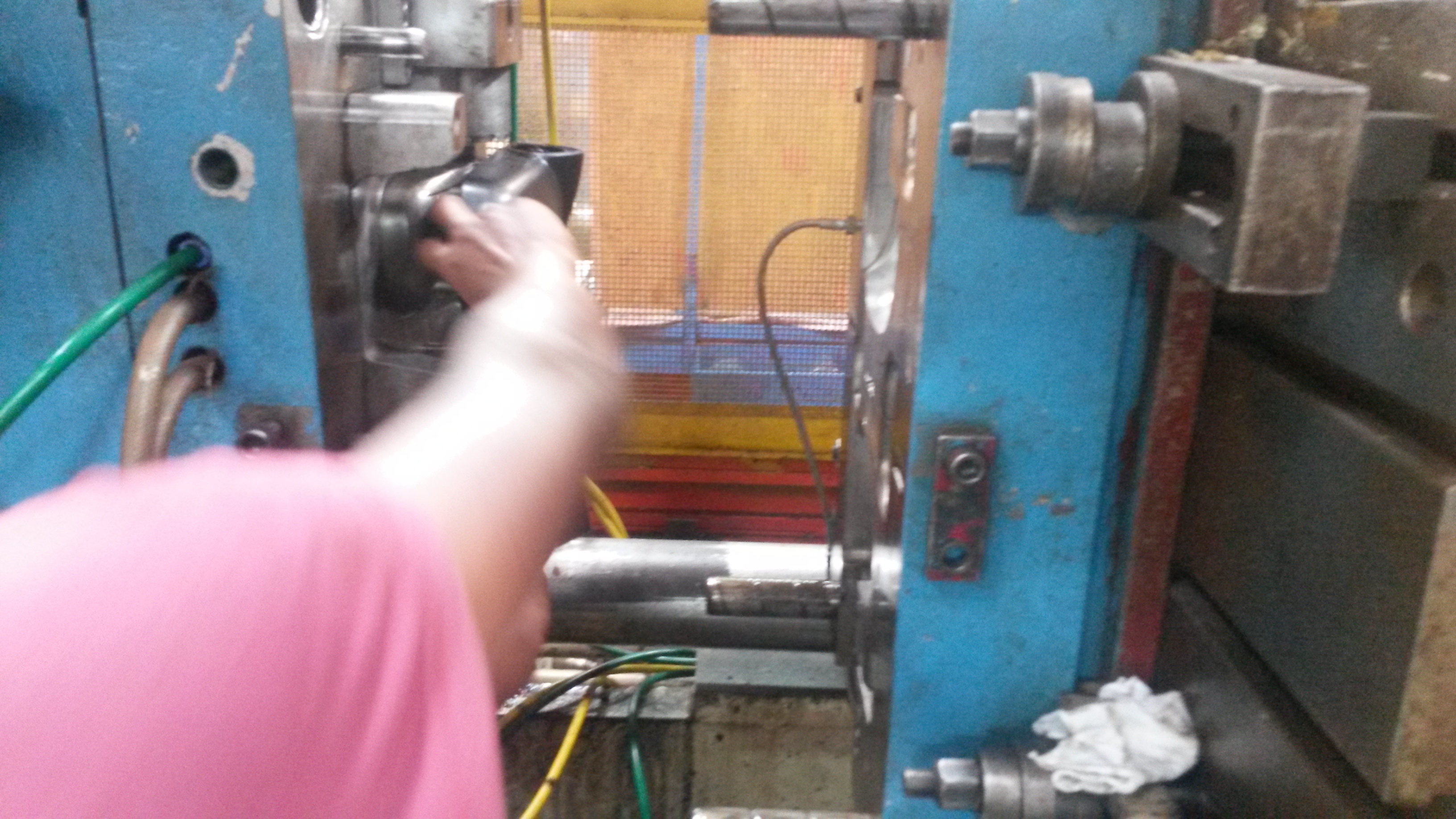
The two parts of the injection mould are then pushed together, as shown. This triggers a valve to open allowing the molten plastic to flow into the mould. The machine is timed so that it closes for the length of time that is required for the molten plastic to flow into and completely fill the mould. Simultaneously, the yellow and green pipes shown bring in water and take out water that cool the molten plastic, solidifying it.
After the required amount of time for the molten plastic to fill the mould and then cool, the cavity and insertion parts of the mould separate once again and the moulded solid plastic is manually removed.
Step 4: Cooling
Although the cooling system in-built in the mould solidifies the molten plastic, sometimes additional cooling is required. This is either done by immersing the product into water or by just letting them rest, in which case they are cooled by the atmosphere.

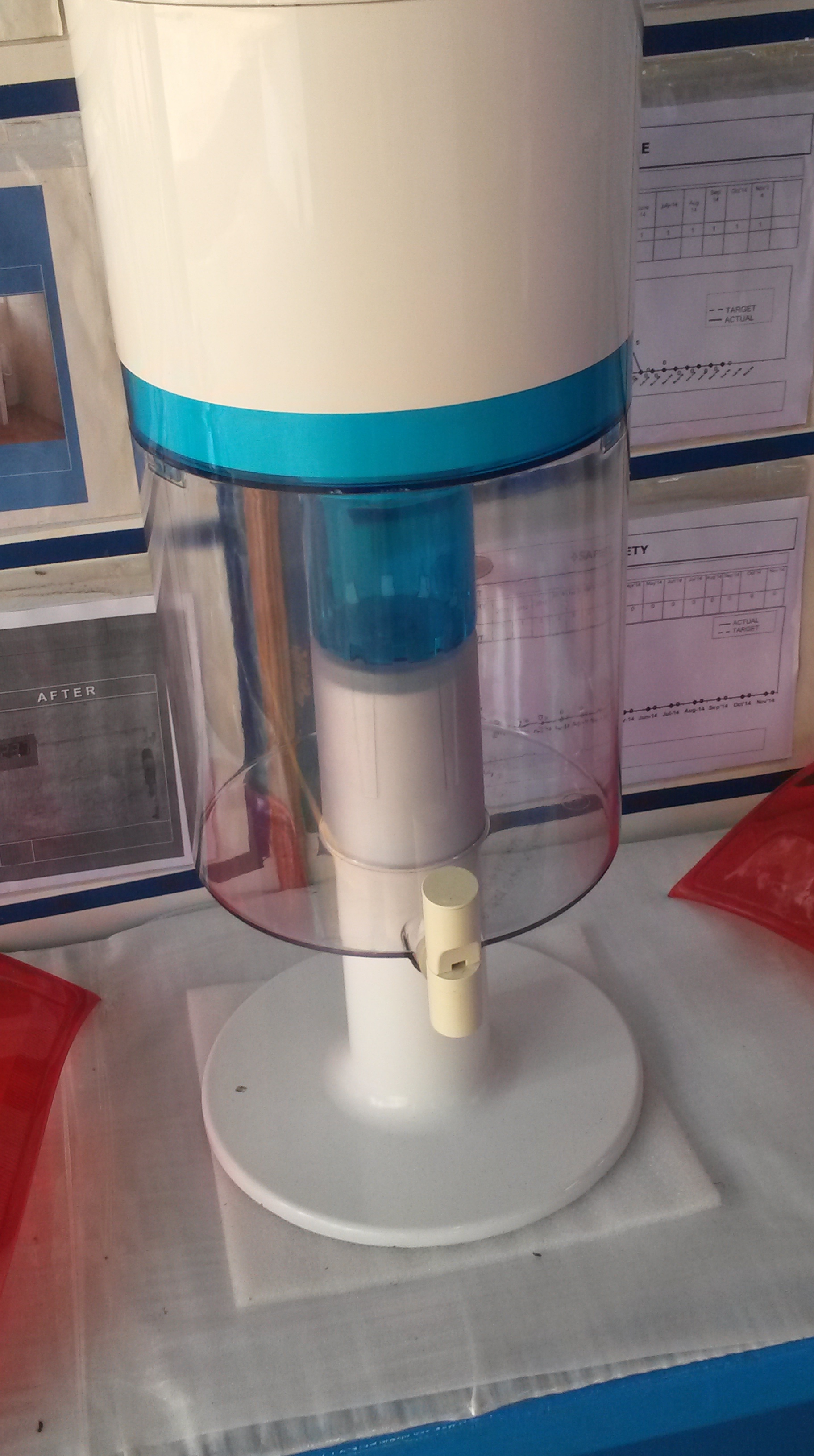
The Finished Product:
After cooling, the product is packaged and prepared for delivery to the various industries in which they are used. Some of the products made in the factory I visited are side- view mirror holders, the body of water heaters and the body of water filters, as shown below.



{kind=link}